
Choosing the right metal cutting technology has a direct impact on cut quality, production speed, operating costs, and long-term profitability. Two of the most widely used methods today are plasma cutting and fiber laser cutting, each with distinct strengths and limitations.
For some manufacturers, plasma remains a practical solution. For others, the question is no longer comparison, but when to upgrade from older cutting technology as production demands evolve.
This guide explains how plasma cutting works, how it compares to modern fiber laser cutting, and how to decide which technology best fits your production needs.
What Is Plasma Cutting?
Plasma cutting uses an electrically ionized gas (plasma) to melt metal and remove material with a high-velocity gas jet. Plasma can cut any electrically conductive metal and is commonly used for thick steel in heavy-duty applications.
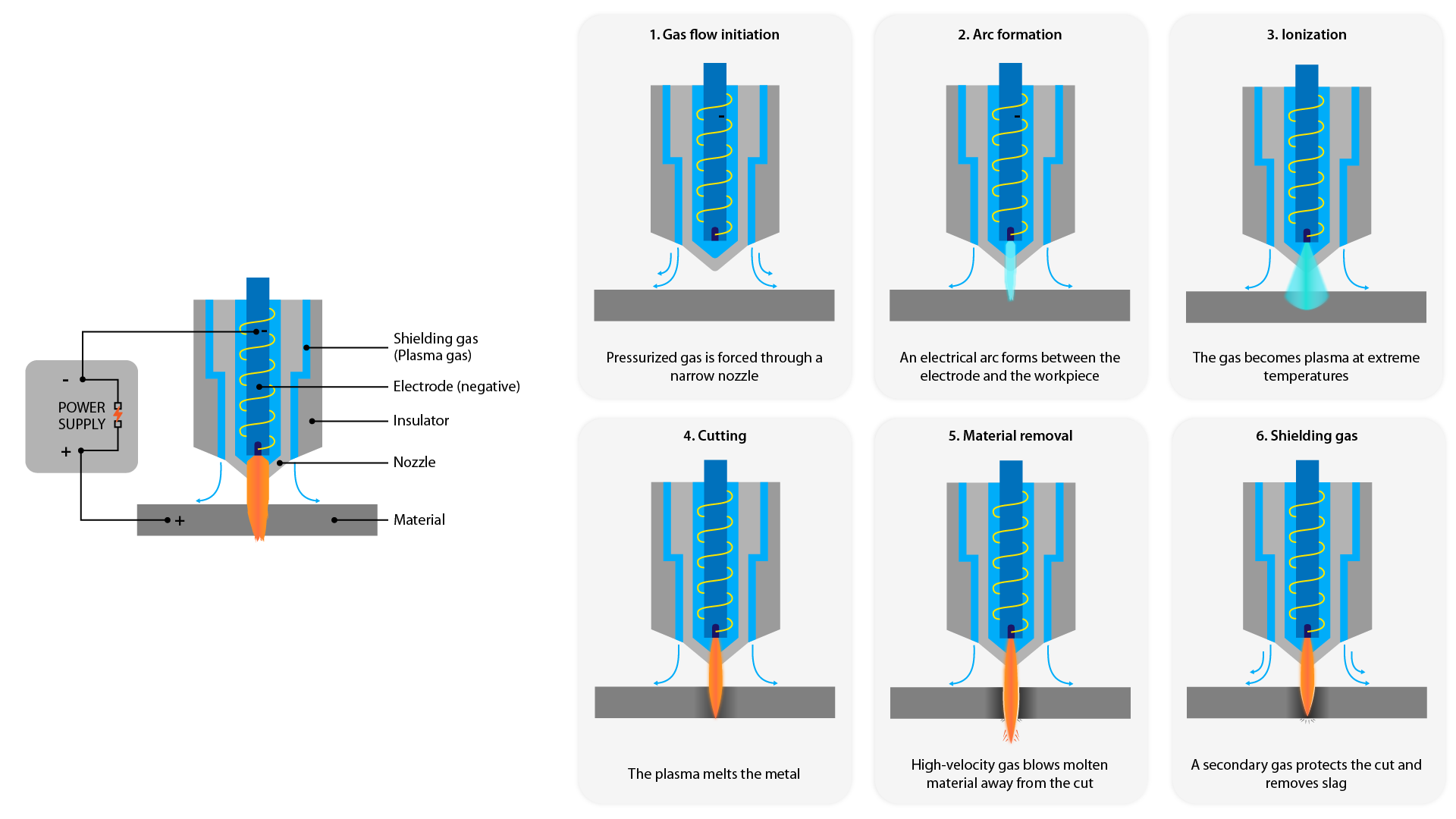
Plasma is often described as the fourth state of matter, distinct from solids, liquids, and gases. When a gas is heated to extremely high temperatures (up to 22,000 °C – 40,000 °F) or energized by electricity, its atoms become ionized. The result is plasma: a highly conductive, energy-dense state of matter.
Plasma occurs naturally in lightning and artificially in applications like neon lights and industrial cutting systems. Its ability to conduct electricity and generate extreme heat makes it suitable for metal cutting.

In CNC plasma cutting, a controlled plasma arc is used to slice through metal. The process works as follows:
Fiber laser cutting delivers exceptionally clean edges, a small heat-affected zone (HAZ), and high repeatability. The laser’s focused beam minimizes taper, warping, and burr formation, often eliminating post-processing.
Plasma cutting, by contrast, produces a wider kerf and larger HAZ. Edge taper and dross (re-solidified molten metal) are common, requiring grinding or secondary finishing.
Verdict: Fiber laser wins on precision and edge quality.
For 20 mm mild steel, modern 20–30 kW fiber lasers typically achieve 3–6 m/min, thanks to high acceleration (up to 6G), lightweight machine design, and optimized cutting software.If you’re interested in how machine power changes performance across thickness ranges, our guide to high-power fiber laser cutting explores this in greater detail.
High-definition plasma systems cutting the same thickness usually operate around 1 m/min, with lower acceleration and slower motion systems.
Verdict: Fiber lasers are significantly faster in most real-world production scenarios.
Fiber lasers cut a wide range of metals including mild steel, stainless steel, aluminum, copper, brass, and titanium. If material compatibility is a key consideration, our article on what materials a fiber laser can cut takes a deeper look at specific applications and limitations.
They excel in thin to medium thicknesses, and high-power systems perform efficiently up to ~40 mm.
Plasma cutting also handles all conductive metals and excels in very thick material (>40–80 mm), but struggles with thin sheets due to heat distortion.
Verdict: Plasma for extreme thickness; fiber laser for versatility and precision.
Fiber laser cutters require a higher initial investment, especially at higher powers, but offer advanced safety, automation, and productivity features.
Plasma systems are far less expensive upfront, making them attractive for budget-constrained operations.
Verdict: Plasma is cheaper to buy; fiber laser is a more expensive investment.
Fiber lasers are highly energy-efficient, use fewer consumables, and require minimal maintenance. Automation further reduces labor costs.
Plasma cutters consume 3–6× more energy, require frequent replacement of electrodes and nozzles, and generate more fumes and maintenance overhead.
Verdict: Fiber laser has far lower long-term operating costs.
Plasma cutting generates significant smoke, fumes, and toxic byproducts—especially when cutting coated or galvanized steel—requiring heavy ventilation systems.
Fiber laser cutting produces fewer fumes, operates in enclosed systems, and converts most input energy directly into cutting power, making it cleaner and more energy-efficient.
| Aspect | Fiber Laser Cutting | Plasma Cutting |
| Cut Quality | Extremely clean edges, narrow kerf, minimal taper, smaller heat-affected zone (HAZ), often little or no post-processing required | Rougher edges, wider kerf, larger HAZ, more taper and dross, typically requires grinding or finishing |
| Cutting Speed | Significantly faster in most production scenarios, especially thin to medium materials; modern high-power systems are highly competitive even on thicker plate | Slower overall, particularly compared to modern fiber systems |
| Precision & Repeatability | Excellent repeatability, ideal for intricate geometries and precision components | Lower precision, better suited for less demanding tolerances |
| Material Capability | Mild steel, stainless steel, galvanized steel, aluminum, copper, brass, titanium, and other conductive metals | All electrically conductive metals |
| Thickness Performance | Best for thin to medium materials; high-power systems handle thick plate efficiently | Particularly strong in very thick plate applications (40–80 mm+) |
| Initial Investment | Higher upfront cost, especially with automation and advanced features | Lower acquisition cost |
| Operating Costs | Lower energy consumption, fewer consumables, less maintenance, lower cost per part | Higher energy use, more consumables, more maintenance, higher operating cost |
| Consumables | Minimal consumable wear | Frequent replacement of electrodes, nozzles, shield caps |
| Post-Processing | Minimal in many applications | Often necessary due to dross and edge quality |
| Automation Potential | Excellent; integrates easily with storage, loading/unloading, and smart production workflows | More limited, depending on system sophistication |
| Work Environment | Best in controlled production environments | Better suited for harsh, industrial, or outdoor conditions |
| Environmental Impact | Lower emissions, lower energy waste, cleaner operation | Higher fumes, more thermal waste, greater extraction requirements |
| Best Fit | High-volume manufacturing, precision fabrication, flexible production | Heavy fabrication, structural steel, thick plate, rugged fieldwork |
Plasma cutting remains useful for extreme thickness and rugged conditions, but modern fiber laser cutting has overtaken plasma in speed, quality, efficiency, and long-term cost for most manufacturing environments.
For businesses focused on productivity, flexibility, and profitability, the strategic question is less about whether laser technology is viable and more about choosing the right fiber laser cutting machines for their production model.







