
Wybór odpowiedniej technologii cięcia metalu ma bezpośredni wpływ na jakość cięcia, szybkość produkcji, koszty eksploatacji oraz długoterminową rentowność. Dwie z najczęściej stosowanych obecnie metod to cięcie plazmowe i cięcie fiber , z których każda ma swoje zalety i ograniczenia.
Dla niektórych producentów technologia plazmowa pozostaje praktycznym rozwiązaniem. Dla innych nie chodzi już o porównanie, ale o to, kiedy należy przejść z starszej technologii cięcia w miarę ewolucji wymagań produkcyjnych.
W niniejszym przewodniku wyjaśniono, na jakiej zasadzie działa cięcie plazmowe, jak wypada ono w porównaniu z nowoczesnym cięciem fiber oraz jak wybrać technologię najlepiej odpowiadającą Twoim potrzebom produkcyjnym.
Czym jest cięcie plazmowe?
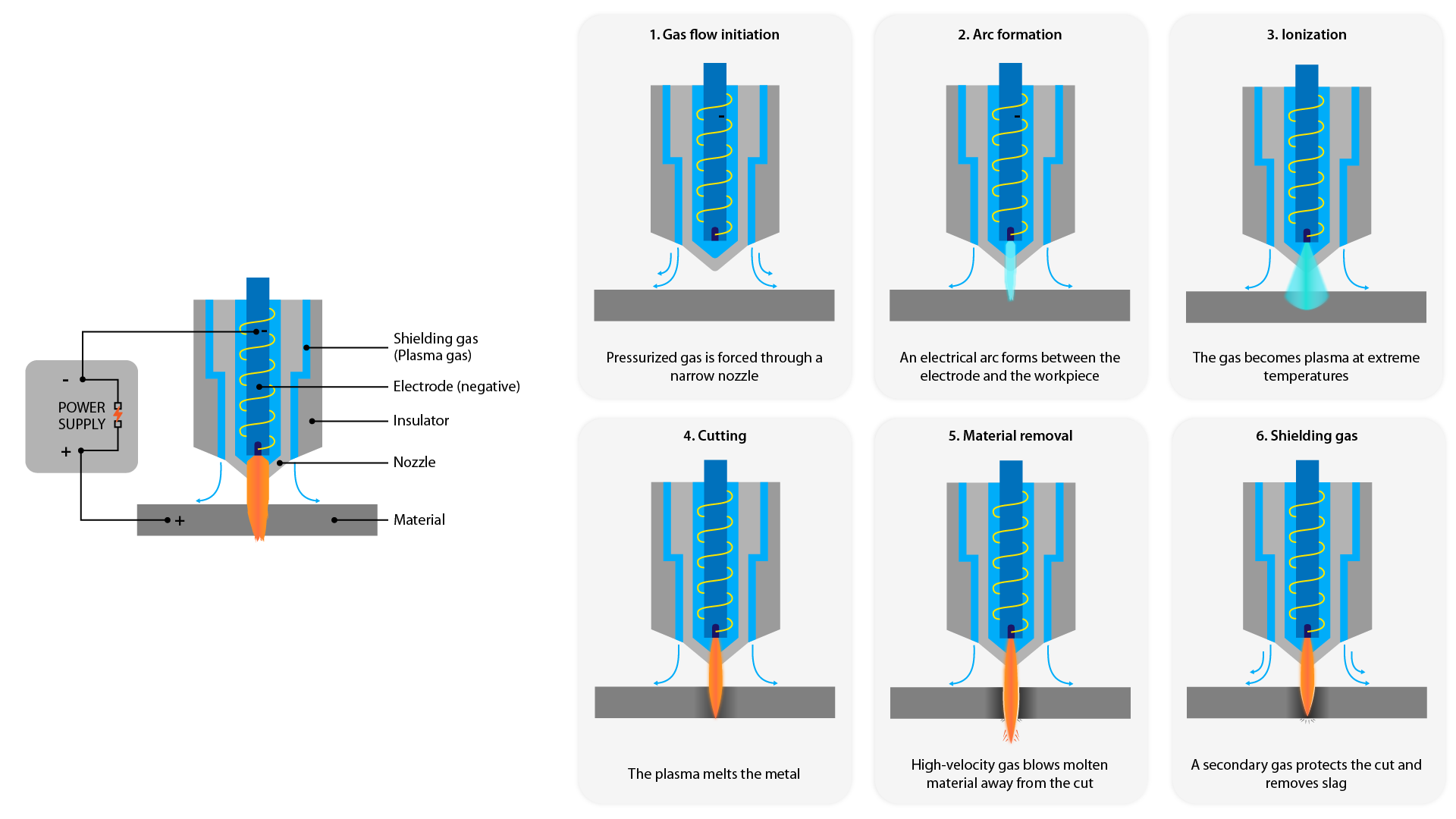
W cięciu plazmowym wykorzystuje się gaz zjonizowany elektrycznie (plazmę) do topienia metalu oraz usuwania materiału za pomocą strumienia gazu o dużej prędkości. Plazma pozwala na cięcie dowolnego metalu przewodzącego prąd elektryczny i jest powszechnie stosowana do cięcia grubej stali w zastosowaniach wymagających dużej wytrzymałości.
Plazmę często określa się jako czwarty stan skupienia materii, odrębny od ciał stałych, cieczy i gazów. Gdy gaz zostanie podgrzany do niezwykle wysokich temperatur (do 22 000 °C – 40 000 °F) lub poddany działaniu prądu elektrycznego, jego atomy ulegają jonizacji. W rezultacie powstaje plazma: stan skupienia materii charakteryzujący się wysoką przewodnością i dużą gęstością energii.
Plazma występuje naturalnie w wyładowaniach atmosferycznych, a sztucznie – w takich zastosowaniach jak neony i przemysłowe systemy cięcia. Dzięki swojej zdolności do przewodzenia prądu elektrycznego i wytwarzania ogromnego ciepła nadaje się do cięcia metali.

W przypadku cięcia plazmowego CNC do przecinania metalu wykorzystuje się kontrolowany łuk plazmowy. Proces ten przebiega w następujący sposób:
Cięcie laserem światłowodowym zapewnia wyjątkowo czyste krawędzie, niewielką strefę wpływu ciepła (HAZ) oraz wysoką powtarzalność. Skoncentrowana wiązka lasera minimalizuje zwężanie się materiału, wypaczenia i powstawanie zadziorów, co często pozwala uniknąć konieczności obróbki wykończeniowej.
Natomiast cięcie plazmowe powoduje powstanie szerszego rowka cięcia i większej strefy wpływu ciepła (HAZ). Często występują stożkowe krawędzie i żużel (ponownie zestalony stopiony metal), co wymaga szlifowania lub dodatkowej obróbki wykańczającej.
Wniosek: Laser światłowodowy wygrywa pod względem precyzji i jakości krawędzi.
W przypadku stali miękkiej o grubości 20 mm nowoczesne fiber o mocy 20–30 kW osiągają zazwyczaj prędkość cięcia na poziomie 3–6 m/min dzięki wysokiemu przyspieszeniu (do 6G), lekkiej konstrukcji maszyny oraz zoptymalizowanemu oprogramowaniu do cięcia. Jeśli interesuje Cię, jak moc maszyny wpływa na wydajność w różnych zakresach grubości, zapoznaj się z naszym przewodnikiem po cięcie fiber o dużej mocy omawia tę kwestię bardziej szczegółowo.
Systemy plazmowe o wysokiej rozdzielczości, tnące materiały o tej samej grubości, zazwyczaj pracują z prędkością około 1 m/min, charakteryzując się mniejszym przyspieszeniem i wolniejszym ruchem.
Wniosek: Lasery światłowodowe działają znacznie szybciej w większości rzeczywistych scenariuszy produkcyjnych.
Lasery światłowodowe tną szeroką gamę metali, w tym stal miękką, stal nierdzewną, aluminium, miedź, mosiądz i tytan. Jeśli kompatybilność z materiałem ma kluczowe znaczenie, zapraszamy do zapoznania się z naszym artykułem na temat jakie materiały można ciąć fiber , w którym dokładniej omówiono konkretne zastosowania i ograniczenia.
Najlepiej sprawdzają się w przypadku materiałów o grubości od cienkiej do średniej, a systemy o dużej mocy działają wydajnie nawet przy grubościach do około 40 mm.
Cięcie plazmowe pozwala również na obróbkę wszystkich metali przewodzących i sprawdza się doskonale w przypadku bardzo grubych materiałów (>40–80 mm), ale sprawia trudności przy cienkich blachach ze względu na odkształcenia termiczne.
Wniosek: Laser plazmowy – w przypadku bardzo dużej grubości; fiber – ze względu na wszechstronność i precyzję.
Laserowe wycinarki światłowodowe wymagają większej inwestycji początkowej, zwłaszcza w przypadku wyższych mocy, ale oferują zaawansowane funkcje w zakresie bezpieczeństwa, automatyzacji i wydajności.
Systemy plazmowe są znacznie tańsze w momencie zakupu, co czyni je atrakcyjnym rozwiązaniem dla przedsiębiorstw o ograniczonym budżecie.
Wniosek: Plazma jest tańsza w zakupie; fiber to droższa inwestycja.
Lasery światłowodowe charakteryzują się wysoką efektywnością energetyczną, zużywają mniej materiałów eksploatacyjnych i wymagają minimalnej konserwacji. Automatyzacja dodatkowo obniża koszty pracy.
Przecinarki plazmowe zużywają 3–6 razy więcej energii, wymagają częstej wymiany elektrod i dysz oraz generują więcej oparów i powodują większe nakłady związane z konserwacją.
Wniosek: Laser światłowodowy charakteryzuje się znacznie niższymi długoterminowymi kosztami eksploatacji.
Cięcie plazmowe powoduje powstawanie znacznych ilości dymu, oparów i toksycznych produktów ubocznych — zwłaszcza podczas cięcia stali powlekanej lub ocynkowanej — co wymaga zastosowania wydajnych systemów wentylacyjnych.
Cięcie laserem światłowodowym generuje mniej oparów, odbywa się w systemach zamkniętych, a większość dostarczonej energii przekształca się bezpośrednio w moc cięcia, dzięki czemu jest to proces czystszy i bardziej energooszczędny.
| Aspekt | Cięcie laserem światłowodowym | Cięcie plazmowe |
| Jakość cięcia | Niezwykle czyste krawędzie, wąska szczelina cięcia, minimalne zwężenie, mniejsza strefa wpływu ciepła (HAZ), często wymagana jest jedynie niewielka obróbka końcowa lub nie jest ona wcale konieczna | Bardziej szorstkie krawędzie, szerszy rowek cięcia, większa strefa wpływu ciepła (HAZ), większe zwężenie oraz większa ilość żużlu – zazwyczaj wymaga to szlifowania lub wykańczania |
| Prędkość cięcia | Znacznie szybsze w większości zastosowań produkcyjnych, zwłaszcza w przypadku materiałów o niewielkiej i średniej grubości; nowoczesne systemy o dużej mocy są bardzo konkurencyjne nawet w przypadku grubszych blach | Ogólnie wolniejsze, zwłaszcza w porównaniu z nowoczesnymi fiber |
| Precyzja i powtarzalność | Doskonała powtarzalność, idealne rozwiązanie do skomplikowanych geometrii i precyzyjnych elementów | Niższa precyzja, lepiej nadaje się do mniej rygorystycznych tolerancji |
| Możliwości materiałowe | Stal zwykła, stal nierdzewna, stal ocynkowana, aluminium, miedź, mosiądz, tytan i inne metale przewodzące | Wszystkie metale przewodzące prąd elektryczny |
| Właściwości związane z grubością | Najlepiej nadaje się do materiałów o grubości od cienkiej do średniej; systemy o dużej mocy skutecznie radzą sobie z grubymi blachami | Szczególnie sprawdza się przy obróbce bardzo grubych blach (40–80 mm+) |
| Inwestycja początkowa | Wyższe koszty początkowe, zwłaszcza w przypadku automatyzacji i zaawansowanych funkcji | Niższy koszt nabycia |
| Koszty operacyjne | Niższe zużycie energii, mniejsze zużycie materiałów eksploatacyjnych, mniej konserwacji, niższy koszt na sztukę | Większe zużycie energii, większe zużycie materiałów eksploatacyjnych, częstsze prace konserwacyjne, wyższe koszty eksploatacji |
| Materiały eksploatacyjne | Minimalne zużycie materiałów eksploatacyjnych | Częsta wymiana elektrod, dysz i nasadek ochronnych |
| Obróbka końcowa | W wielu zastosowaniach minimalny | Często konieczne ze względu na żużel i jakość krawędzi |
| Możliwości automatyzacji | Doskonałe; łatwo integruje się z systemami magazynowymi, procesami załadunku i rozładunku oraz inteligentnymi procesami produkcyjnymi | W mniejszym stopniu, w zależności od stopnia zaawansowania systemu |
| Środowisko pracy | Najlepsze rozwiązanie w kontrolowanych środowiskach produkcyjnych | Lepiej nadaje się do trudnych warunków, warunków przemysłowych lub na zewnątrz |
| Wpływ na środowisko | Mniejsza emisja, mniejsze marnotrawstwo energii, czystsze działanie | Więcej oparów, większe straty ciepła, wyższe wymagania dotyczące odciągu |
| Najlepsze dopasowanie | Produkcja seryjna, obróbka precyzyjna, elastyczna produkcja | Konstrukcje ciężkie, stal konstrukcyjna, grube blachy, wymagające prace w terenie |
Cięcie plazmowe nadal sprawdza się w przypadku bardzo grubych materiałów i w trudnych warunkach, jednak w większości środowisk produkcyjnych nowoczesne cięcie fiber wyprzedziło cięcie plazmowe pod względem szybkości, jakości, wydajności oraz długoterminowych kosztów.
Dla przedsiębiorstw, dla których priorytetem są wydajność, elastyczność i rentowność, kluczowe pytanie strategiczne nie dotyczy tego, czy technologia laserowa jest opłacalna, ale raczej wyboru odpowiedniej maszyn do cięciafiber dopasowanych do ich modelu produkcji.







