Cięcie fiber o dużej mocy odgrywa kluczową rolę we współczesnej produkcji blach. Przy odpowiednim zaprojektowaniu większa moc lasera pozwala zwiększyć prędkość cięcia, wielkość produkcji i ogólną wydajność, jednocześnie obniżając koszt jednostkowy. Efektem tego jest nie tylko większa przepustowość, ale także wymierna poprawa rentowności.
Od 2006 roku firma Eagle dąży do jasno określonego celu: osiągnięcia niezrównanej wydajności systemów cięcia laserowego, aby producenci mogli wytwarzać więcej w krótszym czasie. Moc lasera zawsze stanowiła kluczowy element tej strategii – nie jako odosobniona specyfikacja, ale jako praktyczny czynnik pozwalający poprawić rzeczywistą opłacalność produkcji.
Większa moc lasera pozwala na szybsze cięcie materiału, zwłaszcza w przypadku blach o średniej grubości i grubych. Szybsze cięcie skraca czas cyklu dla każdej części, co pozwala na wyprodukowanie większej liczby części na godzinę.
W połączeniu z zaawansowaną dynamiką ruchu i automatyzacją większa moc zapewnia:
W produkcji przemysłowej korzyści te przekładają się bezpośrednio na wyższą rentowność.
Większa moc zwiększa wydajność tylko wtedy, gdy maszyna potrafi ją w pełni wykorzystać. Bez odpowiedniego przyspieszenia, prędkości pozycjonowania i stabilności ruchu znaczna część dostępnej mocy pozostaje niewykorzystana.
Właśnie dlatego sama moc nie wystarczy. System cięcia laserowego musi być zaprojektowany jako całość, a dynamika ruchu musi być dostosowana do wysokich poziomów mocy.

Dynamika ruchu decyduje o tym, jak szybko i precyzyjnie głowica tnąca może przyspieszać, zwalniać oraz podążać za zaprogramowaną ścieżką narzędzia.
W systemach fiber dużej mocy zaawansowana dynamika ma zasadnicze znaczenie dla:
Maszyny do cięcia laserowego Eagle zostały zaprojektowane z myślą o przyspieszeniu do 6 G, prędkości pozycjonowania do 340 m/min oraz prędkości cięcia sięgającej 150 m/min. Parametry te pozwalają laserowi pracować z pełną wydajnością cięcia, nawet przy ekstremalnych poziomach mocy.
Wraz ze wzrostem mocy lasera prędkość cięcia rośnie niemal liniowo w wielu zastosowaniach, zwłaszcza w przypadku średniej i grubej stali miękkiej.
Wyższa prędkość skrawania powoduje:
Z biegiem czasu te usprawnienia sumują się, co znacznie zwiększa całkowitą wielkość produkcji.
Przy dużych prędkościach cięcia transport materiałów może stać się wąskim gardłem. Systemy automatyzacji mają zatem kluczowe znaczenie dla utrzymania wydajności.
Zautomatyzowany załadunek, rozładunek i wymiana palet umożliwiają:
Dzięki temu, że maszyna nieprzerwanie wykonuje cięcia zamiast czekać, automatyzacja pozwala w pełni wykorzystać potencjał ekonomiczny systemów o dużej mocy.
Wyższa wydajność nie oznacza wyższych kosztów eksploatacji. W praktyce obróbka większej liczby elementów w krótszych cyklach pozwala na bardziej efektywne wykorzystanie energii i materiałów eksploatacyjnych.
Do najważniejszych skutków należą:
Ponieważ koszty stałe rozkładają się na większą liczbę gotowych części, koszt jednostkowy maleje – nawet przy rosnącej mocy.
Aby wyraźnie pokazać wpływ mocy lasera, tę samą część ze stali miękkiej o grubości 15 mm wycinano przy użyciu mocy w zakresie od 4 kW do 40 kW.
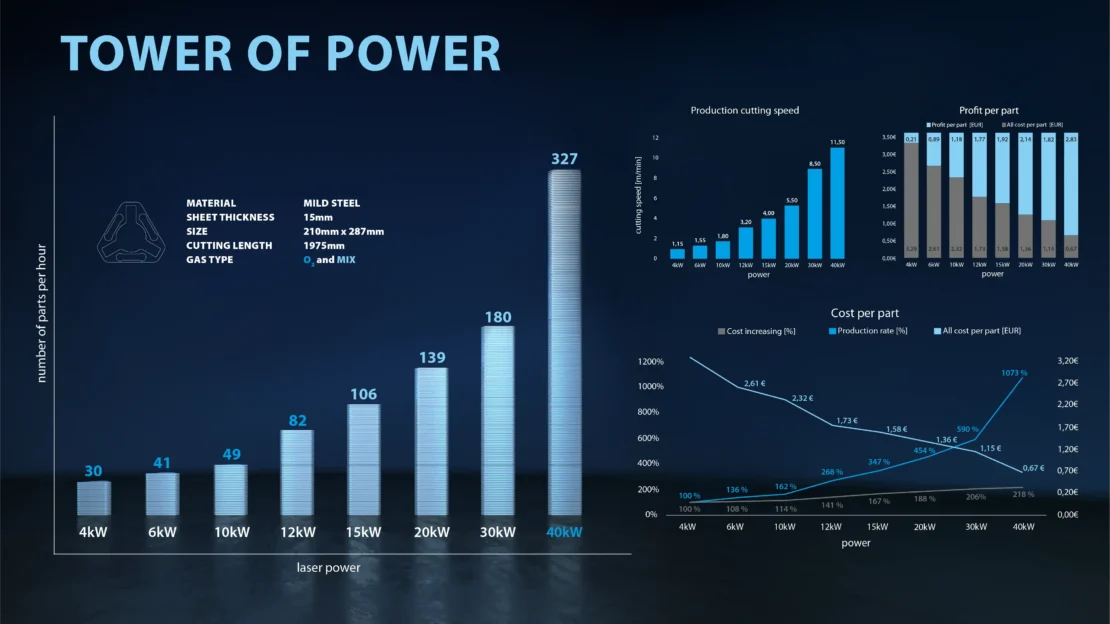
Z porównania wynika, że:
Wynika z tego, że przy wsparciu zaawansowanych systemów sterowania ruchem i automatyki większa moc lasera zapewnia zarówno korzyści techniczne, jak i finansowe.
Wysoka moc lasera, zaawansowana dynamika ruchu i szybka obsługa materiałów muszą współdziałać jako spójny system. Gdy tak się dzieje, prędkość cięcia przekłada się na większą wydajność, niższe koszty eksploatacji i większą rentowność.
W praktyce większa moc to nie tylko wskaźnik wydajności, ale także narzędzie strategiczne, które przekłada szybkość produkcji na wymierną wartość ekonomiczną.






