
De keuze voor de juiste metaalbewerkingstechnologie heeft een directe invloed op de snijkwaliteit, de productiesnelheid, de exploitatiekosten en de winstgevendheid op lange termijn. Twee van de meest gebruikte methoden van dit moment zijn plasmasnijden en fiberlasersnijden, die elk hun eigen sterke punten en beperkingen hebben.
Voor sommige fabrikanten blijft plasma een praktische oplossing. Voor anderen gaat het niet langer om de vraag welke technologie beter is, maar wanneer er moet worden overgestapt van oudere snijtechnologie naarmate de productie-eisen veranderen.
In deze handleiding wordt uitgelegd hoe plasmasnijden werkt, hoe het zich verhoudt tot modern fiberlasersnijden en hoe u kunt bepalen welke technologie het beste aansluit bij uw productiebehoeften.
Wat is plasmasnijden?
Bij plasmasnijden wordt gebruikgemaakt van een elektrisch geïoniseerd gas (plasma) om metaal te smelten en materiaal te verwijderen met een gasstroom met hoge snelheid. Plasma kan elk elektrisch geleidend metaal snijden en wordt vaak gebruikt voor dik staal in zware toepassingen.
Plasma wordt vaak omschreven als de vierde toestand van materie, die zich onderscheidt van vaste stoffen, vloeistoffen en gassen. Wanneer een gas tot extreem hoge temperaturen (tot 22.000 °C – 40.000 °F) wordt verhit of met elektriciteit wordt bekrachtigd, raken de atomen ervan geïoniseerd. Het resultaat is plasma: een zeer geleidende, energierijke toestand van materie.
Plasma komt van nature voor bij bliksem en wordt kunstmatig gebruikt in toepassingen zoals neonverlichting en industriële snijsystemen. Dankzij zijn vermogen om elektriciteit te geleiden en extreme hitte te genereren, is het geschikt voor het snijden van metaal.

Bij CNC-plasmasnijden wordt een geregelde plasmaboog gebruikt om door metaal te snijden. Het proces verloopt als volgt:
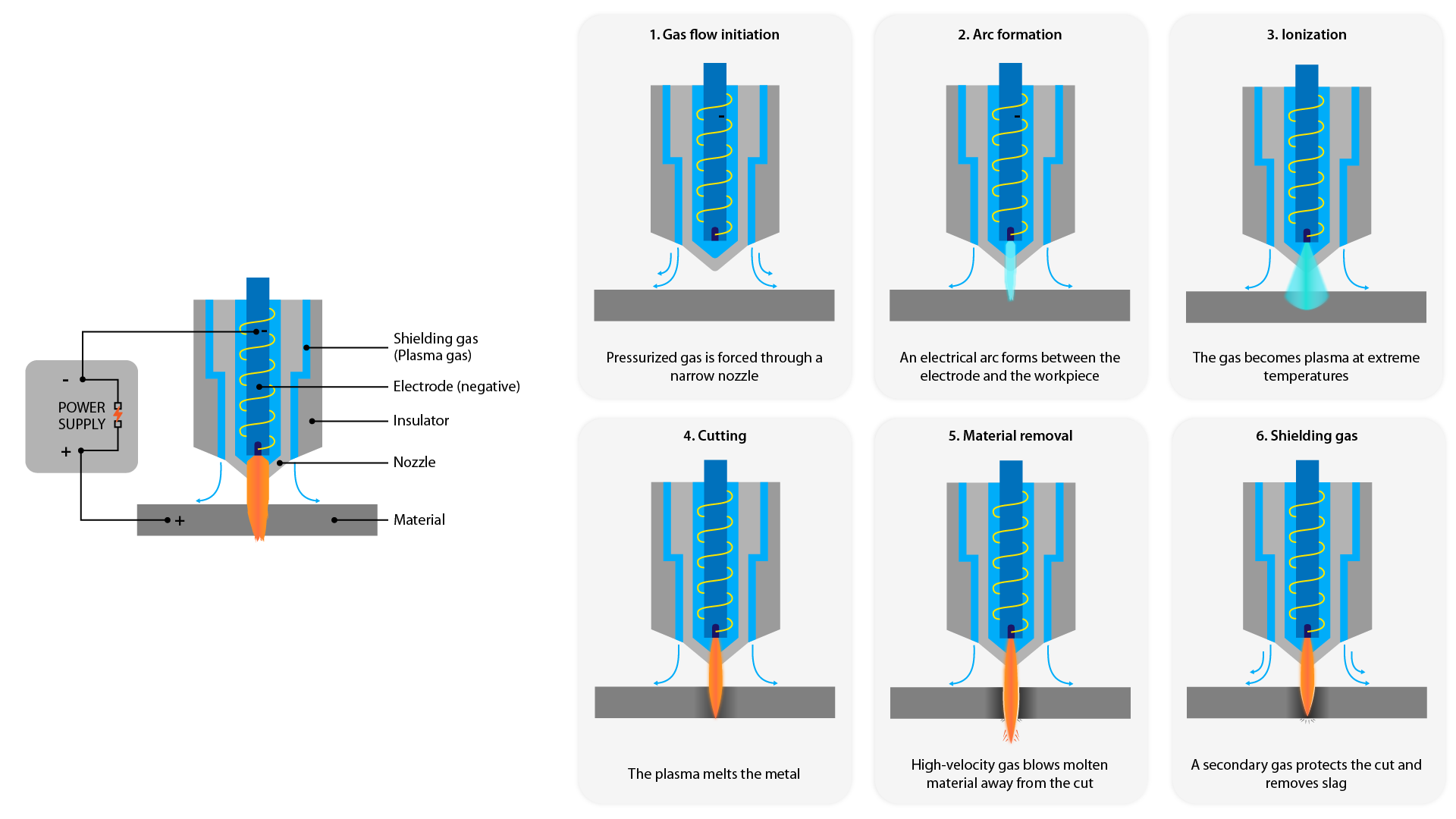
Snijden met een fiberlaser levert uitzonderlijk zuivere snijranden, een kleine warmtebeïnvloede zone (HAZ) en een hoge herhaalbaarheid op. De gebundelde laserstraal beperkt tapsheid, kromtrekken en de vorming van bramen tot een minimum, waardoor nabewerking vaak overbodig wordt.
Bij plasmasnijden ontstaat daarentegen een bredere snijspleet en een grotere HAZ. Randafschuining en slakken (opnieuw gestold gesmolten metaal) komen vaak voor, waardoor slijpen of een tweede nabewerking nodig is.
Conclusie: De fiberlaser wint op het gebied van precisie en randkwaliteit.
Bij 20 mm zacht staal halen moderne vezellasers van 20–30 kW doorgaans een snelheid van 3–6 m/min, dankzij de hoge versnelling (tot 6G), het lichtgewicht ontwerp van de machine en geoptimaliseerde snijsoftware. Als u wilt weten hoe het vermogen van de machine de prestaties bij verschillende diktebereiken beïnvloedt, raadpleeg dan onze gids over het snijden met krachtige fiberlasers wordt dit uitgebreider behandeld.
High-definition plasmasystemen die dezelfde dikte snijden, werken doorgaans met een snelheid van ongeveer 1 m/min, met een lagere versnelling en langzamere bewegingssystemen.
Conclusie: Vezellasers zijn in de meeste praktijkgerichte productiesituaties aanzienlijk sneller.
Vezellasers kunnen een breed scala aan metalen snijden, waaronder zacht staal, roestvrij staal, aluminium, koper, messing en titanium. Als materiaalcompatibiliteit een belangrijke overweging is, lees dan ons artikel over welke materialen een vezellaser kan snijden dieper in op specifieke toepassingen en beperkingen.
Ze blinken uit bij dunne tot middelmatige diktes, en systemen met een hoog vermogen presteren efficiënt tot ongeveer 40 mm.
Plasmasnijden is ook geschikt voor alle geleidende metalen en blinkt uit bij zeer dik materiaal (>40–80 mm), maar heeft moeite met dunne platen vanwege warmtevervorming.
Conclusie: Plasma voor extreme dikte; fiberlaser voor veelzijdigheid en precisie.
Vezellasersnijders vergen een hogere initiële investering, vooral bij hogere vermogens, maar bieden geavanceerde functies op het gebied van veiligheid, automatisering en productiviteit.
Plasmasystemen zijn in aanschaf veel goedkoper, waardoor ze aantrekkelijk zijn voor bedrijven met een beperkt budget.
Conclusie: Plasma is goedkoper in aanschaf; een fiberlaser is een duurdere investering.
Vezellasers zijn zeer energiezuinig, verbruiken minder verbruiksartikelen en vergen nauwelijks onderhoud. Automatisering zorgt bovendien voor een verdere verlaging van de arbeidskosten.
Plasmasnijders verbruiken 3–6× meer energie, vereisen regelmatige vervanging van elektroden en spuitmonden, en veroorzaken meer rook en onderhoudskosten.
Conclusie: De vezellaser heeft op lange termijn aanzienlijk lagere exploitatiekosten.
Bij plasmasnijden ontstaan aanzienlijke hoeveelheden rook, dampen en giftige bijproducten – vooral bij het snijden van gecoat of gegalvaniseerd staal – waardoor krachtige ventilatiesystemen nodig zijn.
Bij het snijden met een vezellaser komen minder dampen vrij, vindt het proces plaats in gesloten systemen en wordt het grootste deel van de toegevoerde energie direct omgezet in snijkracht, waardoor deze methode schoner en energiezuiniger is.
| Aspect | Snijden met een vezellaser | Plasmasnijden |
| Snijkwaliteit | Zeer zuivere snijranden, smalle zaagsnede, minimale tapsheid, kleinere warmtebeïnvloede zone (HAZ), vaak is er weinig of geen nabewerking nodig | Ruwere randen, een bredere zaagsnede, een grotere HAZ, meer tapsheid en slak; dit vereist doorgaans slijpen of nabewerken |
| Snijsnelheid | Aanzienlijk sneller in de meeste productiesituaties, met name bij dunne tot middelzware materialen; moderne systemen met hoog vermogen zijn zelfs bij dikkere platen zeer concurrerend | Over het algemeen trager, vooral in vergelijking met moderne glasvezelsystemen |
| Nauwkeurigheid en herhaalbaarheid | Uitstekende herhaalbaarheid, ideaal voor complexe geometrieën en precisieonderdelen | Lagere nauwkeurigheid, beter geschikt voor minder strenge toleranties |
| Materiaalgeschiktheid | Zacht staal, roestvrij staal, gegalvaniseerd staal, aluminium, koper, messing, titanium en andere geleidende metalen | Alle elektrisch geleidende metalen |
| Prestaties op het gebied van dikte | Het meest geschikt voor dunne tot middelzware materialen; systemen met een hoog vermogen verwerken dikke platen efficiënt | Bijzonder geschikt voor toepassingen met zeer dikke platen (40–80 mm+) |
| Startinvestering | Hogere initiële kosten, met name bij automatisering en geavanceerde functies | Lagere aanschafkosten |
| Exploitatiekosten | Lager energieverbruik, minder verbruiksartikelen, minder onderhoud, lagere kosten per onderdeel | Hoger energieverbruik, meer verbruiksartikelen, meer onderhoud, hogere exploitatiekosten |
| Verbruiksartikelen | Minimale slijtage van verbruiksartikelen | Regelmatige vervanging van elektroden, spuitmonden en beschermkappen |
| Nabewerking | In veel toepassingen minimaal | Vaak noodzakelijk vanwege slakken en de kwaliteit van de randen |
| Mogelijkheden voor automatisering | Uitstekend; kan eenvoudig worden geïntegreerd met opslag-, laad- en losprocessen en slimme productieworkflows | Beperkter, afhankelijk van de complexiteit van het systeem |
| Werkomgeving | Het beste in gecontroleerde productieomgevingen | Beter geschikt voor zware, industriële of buitenomstandigheden |
| Milieu-effecten | Minder uitstoot, minder energieverspilling, schonere werking | Meer dampen, meer warmteverlies, strengere eisen aan de afzuiging |
| Beste keuze | Productie op grote schaal, precisiebewerking, flexibele productie | Zware constructies, constructiestaal, dikke platen, zwaar veldwerk |
Plasmasnijden blijft nuttig bij zeer grote diktes en onder zware omstandigheden, maar het moderne fiberlasersnijden heeft plasma in de meeste productieomgevingen ingehaald op het gebied van snelheid, kwaliteit, efficiëntie en kosten op de lange termijn.
Voor bedrijven die zich richten op productiviteit, flexibiliteit en winstgevendheid gaat de strategische vraag niet zozeer over de vraag of lasertechnologie haalbaar is, maar veeleer over het kiezen van de juiste fiberlasersnijmachines voor hun productiemodel.







