
Die Wahl der richtigen Metallschneidetechnologie wirkt sich unmittelbar auf die Schnittqualität, die Produktionsgeschwindigkeit, die Betriebskosten und die langfristige Rentabilität aus. Zwei der heute am häufigsten eingesetzten Verfahren sind das Plasmaschneiden und das Faserlaserschneiden, die jeweils eigene Stärken und Einschränkungen aufweisen.
Für manche Hersteller ist das Plasmaschneiden nach wie vor eine praktikable Lösung. Für andere geht es nicht mehr um den Vergleich, sondern darum, wann ein Umstieg von älterer Schneidetechnologie erfolgen soll aufgrund sich ändernder Produktionsanforderungen umgestellt werden soll.
In diesem Leitfaden wird erläutert, wie das Plasmaschneiden funktioniert, wie es sich vom modernen Faserlaserschneiden unterscheidet und wie Sie entscheiden können, welche Technologie am besten zu Ihren Produktionsanforderungen passt.
Was ist Plasmaschneiden?
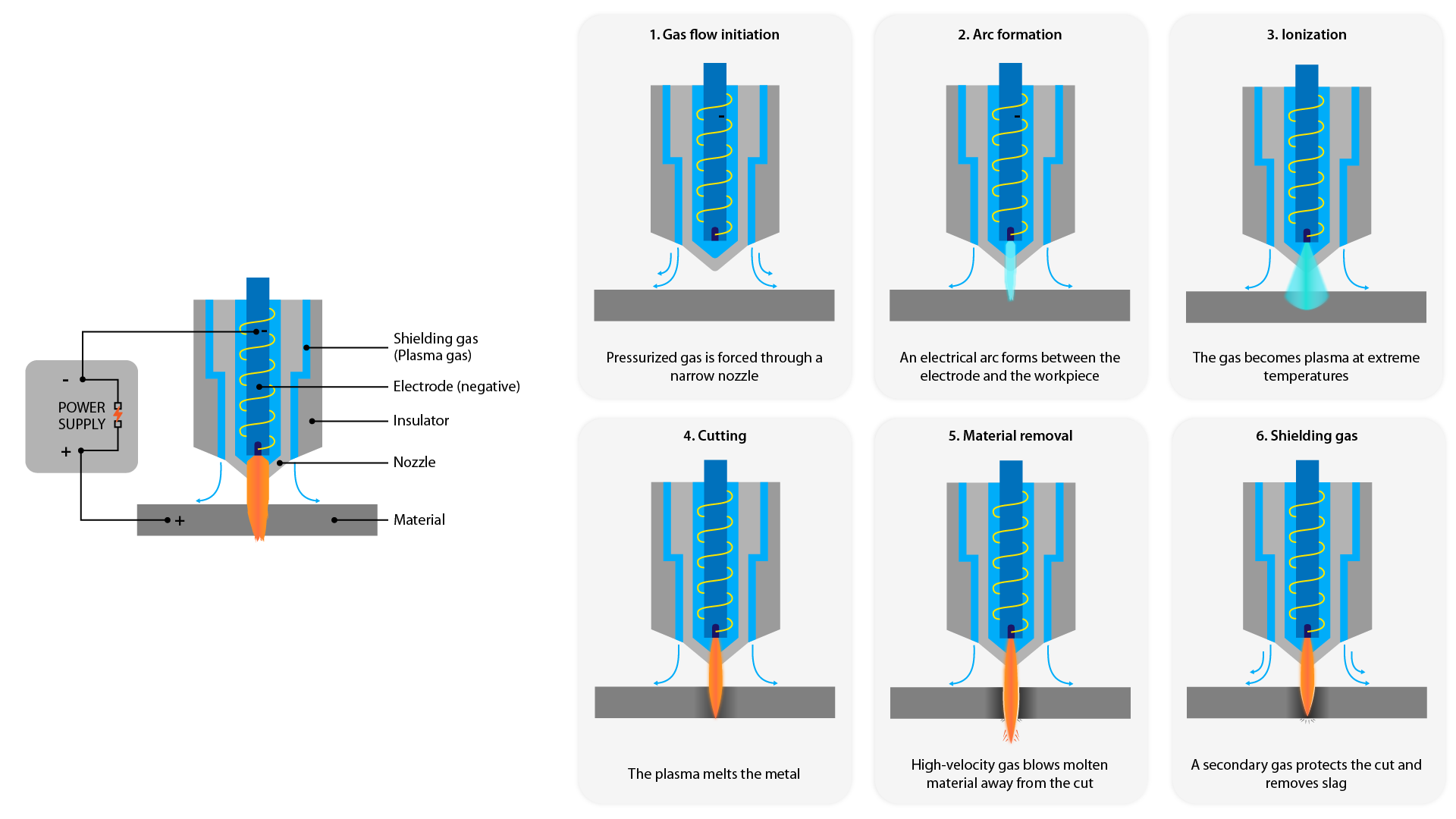
Beim Plasmaschneiden wird ein elektrisch ionisiertes Gas (Plasma) verwendet, um Metall zu schmelzen und das Material mit einem Hochgeschwindigkeitsgasstrahl abzutragen. Mit Plasma lassen sich alle elektrisch leitfähigen Metalle schneiden; das Verfahren wird häufig für dickes Stahlblech in Schwerlastanwendungen eingesetzt.
Plasma wird oft als der vierte Aggregatzustand der Materie bezeichnet, der sich von Feststoffen, Flüssigkeiten und Gasen unterscheidet. Wenn ein Gas auf extrem hohe Temperaturen (bis zu 22.000 °C – 40.000 °F) erhitzt oder mit Strom angeregt wird, werden seine Atome ionisiert. Das Ergebnis ist Plasma: ein hochleitfähiger, energiereicher Aggregatzustand der Materie.
Plasma kommt in der Natur bei Blitzen vor und wird künstlich in Anwendungen wie Neonröhren und industriellen Schneidsystemen erzeugt. Aufgrund seiner Fähigkeit, Strom zu leiten und extreme Hitze zu erzeugen, eignet es sich zum Schneiden von Metall.

Beim CNC-Plasmaschneiden wird ein kontrollierter Plasmabogen eingesetzt, um Metall zu durchtrennen. Der Vorgang läuft wie folgt ab:
Das Faserlaserschneiden sorgt für außergewöhnlich saubere Schnittkanten, eine geringe Wärmeeinflusszone (HAZ) und eine hohe Wiederholgenauigkeit. Der fokussierte Laserstrahl minimiert Verjüngungen, Verformungen und die Bildung von Graten, wodurch eine Nachbearbeitung oft entfällt.
Beim Plasmaschneiden entstehen dagegen eine breitere Schnittfuge und eine größere Wärmeeinflusszone. Kantenverjüngung und Schlacke (wieder erstarrtes geschmolzenes Metall) treten häufig auf, was ein Schleifen oder eine nachträgliche Nachbearbeitung erforderlich macht.
Fazit: Der Faserlaser punktet bei Präzision und Kantenqualität.
Bei 20 mm dickem Baustahl erreichen moderne 20–30-kW-Faserlaser dank hoher Beschleunigung (bis zu 6 G), einer leichten Maschinenkonstruktion und optimierter Schneidsoftware in der Regel Geschwindigkeiten von 3–6 m/min. Wenn Sie wissen möchten, wie sich die Maschinenleistung je nach Materialstärke verändert, finden Sie in unserem Leitfaden zu Hochleistungs-Faserlaserschneiden wird dies ausführlicher behandelt.
Hochauflösende Plasmasysteme, die die gleiche Dicke schneiden, arbeiten in der Regel mit einer Geschwindigkeit von etwa 1 m/min, wobei sie eine geringere Beschleunigung und langsamere Bewegungsabläufe aufweisen.
Fazit: Faserlaser sind in den meisten realen Produktionsszenarien deutlich schneller.
Faserlaser schneiden eine Vielzahl von Metallen, darunter Baustahl, Edelstahl, Aluminium, Kupfer, Messing und Titan. Wenn die Materialverträglichkeit ein entscheidender Faktor ist, finden Sie in unserem Artikel zum Thema welche Materialien ein Faserlaser schneiden kann , werden spezifische Anwendungen und Einschränkungen näher beleuchtet.
Sie eignen sich besonders für dünne bis mittlere Materialstärken, und Hochleistungssysteme arbeiten effizient bis zu einer Dicke von ca. 40 mm.
Das Plasmaschneiden eignet sich ebenfalls für alle leitfähigen Metalle und eignet sich besonders gut für sehr dickes Material (>40–80 mm), hat jedoch aufgrund von Wärmeverformungen Schwierigkeiten bei dünnen Blechen.
Fazit: Plasma bei extremer Materialstärke; Faserlaser bei Vielseitigkeit und Präzision.
Faserlaserschneidmaschinen erfordern eine höhere Anfangsinvestition, insbesondere bei höheren Leistungen, bieten jedoch fortschrittliche Funktionen in den Bereichen Sicherheit, Automatisierung und Produktivität.
Plasmasysteme sind in der Anschaffung deutlich kostengünstiger, was sie für Betriebe mit begrenztem Budget attraktiv macht.
Fazit: Plasma ist in der Anschaffung günstiger; der Faserlaser ist eine teurere Investition.
Faserlaser sind äußerst energieeffizient, verbrauchen weniger Verbrauchsmaterialien und erfordern nur minimalen Wartungsaufwand. Durch die Automatisierung lassen sich die Arbeitskosten weiter senken.
Plasmaschneider verbrauchen 3–6-mal mehr Energie, erfordern den häufigen Austausch von Elektroden und Düsen und verursachen mehr Rauchentwicklung sowie einen höheren Wartungsaufwand.
Fazit: Der Faserlaser weist langfristig deutlich niedrigere Betriebskosten auf.
Beim Plasmaschneiden entstehen erhebliche Mengen an Rauch, Dämpfen und giftigen Nebenprodukten – insbesondere beim Schneiden von beschichtetem oder verzinktem Stahl –, was leistungsstarke Belüftungsanlagen erforderlich macht.
Beim Faserlaserschneiden entstehen weniger Rauchgase, der Prozess findet in geschlossenen Systemen statt und der Großteil der zugeführten Energie wird direkt in Schneidleistung umgewandelt, wodurch dieses Verfahren sauberer und energieeffizienter ist.
| Aspekt | Faserlaserschneiden | Plasmaschneiden |
| Schnittqualität | Äußerst saubere Schnittkanten, schmale Schnittfuge, minimale Verjüngung, kleinere Wärmeeinflusszone (HAZ), oft nur wenig oder gar keine Nachbearbeitung erforderlich | Grobere Kanten, breitere Schnittfuge, größerer Wärmeeinflussbereich, stärkere Verjüngung und mehr Schlacke erfordern in der Regel das Schleifen oder Nachbearbeiten |
| Schnittgeschwindigkeit | In den meisten Produktionsszenarien deutlich schneller, insbesondere bei dünnen bis mittelstarken Werkstoffen; moderne Hochleistungssysteme sind selbst bei dickeren Blechen äußerst wettbewerbsfähig | Insgesamt langsamer, insbesondere im Vergleich zu modernen Glasfasersystemen |
| Genauigkeit und Wiederholbarkeit | Hervorragende Wiederholgenauigkeit, ideal für komplexe Geometrien und Präzisionsbauteile | Geringere Genauigkeit, besser geeignet für weniger anspruchsvolle Toleranzen |
| Materialverarbeitungsfähigkeit | Weichstahl, Edelstahl, verzinkter Stahl, Aluminium, Kupfer, Messing, Titan und andere leitfähige Metalle | Alle elektrisch leitfähigen Metalle |
| Dickenverhalten | Am besten geeignet für dünne bis mittelstarke Werkstoffe; Hochleistungssysteme bearbeiten dicke Bleche effizient | Besonders leistungsstark bei Anwendungen mit sehr dicken Blechen (40–80 mm+) |
| Anfangsinvestition | Höhere Anschaffungskosten, insbesondere bei Automatisierung und erweiterten Funktionen | Geringere Anschaffungskosten |
| Betriebskosten | Geringerer Energieverbrauch, weniger Verbrauchsmaterialien, weniger Wartungsaufwand, geringere Kosten pro Teil | Höherer Energieverbrauch, mehr Verbrauchsmaterialien, mehr Wartungsaufwand, höhere Betriebskosten |
| Verbrauchsmaterialien | Minimaler Verschleiß der Verbrauchsmaterialien | Regelmäßiger Austausch von Elektroden, Düsen und Schutzkappen |
| Nachbearbeitung | In vielen Anwendungsbereichen minimal | Oftmals aufgrund von Schlacke und Kantenqualität erforderlich |
| Automatisierungspotenzial | Hervorragend; lässt sich problemlos in Lager-, Be- und Entlade- sowie intelligente Produktionsabläufe integrieren | Eingeschränkter, je nach Komplexität des Systems |
| Arbeitsumfeld | Am besten geeignet für kontrollierte Produktionsumgebungen | Besser geeignet für raue, industrielle oder Außenbedingungen |
| Auswirkungen auf die Umwelt | Geringere Emissionen, weniger Energieverschwendung, sauberer Betrieb | Höhere Abgasmengen, mehr Wärmeabfall, höhere Anforderungen an die Absaugung |
| Optimale Passform | Großserienfertigung, Präzisionsfertigung, flexible Produktion | Schwerer Stahlbau, Baustahl, dickes Blech, anspruchsvolle Arbeiten vor Ort |
Das Plasmaschneiden ist nach wie vor bei extremen Materialstärken und unter rauen Betriebsbedingungen sinnvoll, doch in den meisten Fertigungsumgebungen hat das moderne Faserlaserschneiden das Plasmaschneiden in puncto Geschwindigkeit, Qualität, Effizienz und langfristigen Kosten überholt.
Für Unternehmen, bei denen Produktivität, Flexibilität und Rentabilität im Vordergrund stehen, geht es bei der strategischen Frage weniger darum, ob Lasertechnologie sinnvoll ist, sondern vielmehr darum, die richtigen Faserlaserschneidemaschinen für ihr Produktionsmodell.







