
The short answer is simple: fiber lasers are exceptionally effective at cutting metals, particularly sheet and plate used in industrial manufacturing.
Carbon steel (often referred to as mild steel), stainless steel, galvanized steel, aluminum, copper, and brass are all well within the capabilities of modern fiber laser systems. Fiber lasers can also process more specialized metals such as titanium, nickel alloys, and high-strength abrasion-resistant steels like Hardox.
But not all materials behave the same way under a laser beam, and “can cut” is not the same as “can cut efficiently.” A machine may technically process a given thickness or material, but whether that makes sense in real production depends on speed, edge quality, operating cost, and process stability.
Unlike CO₂ lasers, which historically offered broader compatibility with certain non-metallic materials, fiber lasers are purpose-built for metal processing. Their wavelength is particularly well absorbed by conductive metals, which is one of the reasons they have become the dominant cutting technology in modern fabrication shops. If you’re comparing technologies more broadly, our guide to Fiber Laser vs. CO₂ Laser Cutting helps explain why the industry has largely shifted toward fiber for metal applications.
That specialization matters. A fabricator cutting stainless kitchen components, structural steel brackets, aluminum enclosures, or copper electrical parts may all be using the same core technology, but the process behaves differently in each case.
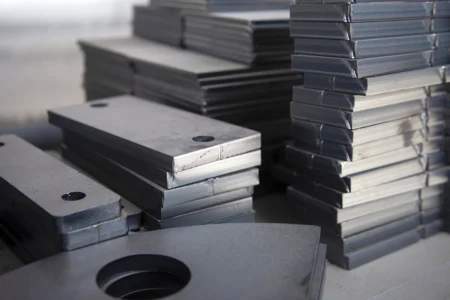
Carbon steel remains one of the most common and efficient materials for fiber laser cutting. In everyday fabrication, you will often hear the term “mild steel” used interchangeably. Mild steel generally refers to a form of carbon steel with relatively low carbon content that is easy to process, weld, and shape. It is the material behind countless industrial components, from brackets and machine frames to structural parts and welded assemblies.
Carbon steel is often cut using oxygen as an assist gas, creating an exothermic reaction that adds heat to the process. In practical terms, this helps the machine cut faster and handle greater thicknesses more economically. This is why carbon steel remains the benchmark material for evaluating laser cutting performance.
Typical applications include:
Fiber laser is also widely used to process high-strength and abrasion-resistant steels such as Hardox, commonly found in mining equipment, construction machinery, agricultural wear parts, buckets, liners, and other components where durability matters as much as dimensional accuracy.
A shop producing mounting plates or welded assemblies from 10–20 mm carbon steel, for example, will often find fiber laser cutting both fast and highly repeatable.
At higher power levels (15 kW and above), much thicker plate can also be processed, but there is an important distinction between technical capability and productive capability. Just because a machine can cut very thick steel does not mean that is where it operates most efficiently. For a deeper look at how output changes with machine power, see our article on higher-power fiber laser cutting.
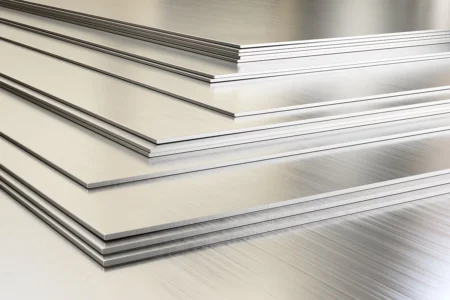
Unlike carbon steel, stainless steel is typically cut with nitrogen rather than oxygen. This avoids oxidation and produces a clean, bright edge, which is often essential in industries where appearance, corrosion resistance, or downstream welding quality matter.
This makes fiber laser an excellent choice for:

Because there is no exothermic chemical assist from oxygen, the laser itself must do more of the work. As thickness increases, speed declines accordingly. That said, for thin and medium-gauge stainless steel, fiber laser cutting delivers excellent edge quality and highly consistent results.
Galvanized steel is another material commonly processed with fiber laser technology, especially in industries such as HVAC, appliance manufacturing, electrical enclosures, and automotive components.
Because galvanized steel is essentially carbon steel coated with zinc for corrosion protection, the cutting process shares many similarities with mild steel. However, the zinc coating introduces additional process considerations, particularly around fume generation and cut stability.
With proper process parameters, fiber laser cutting handles galvanized materials efficiently, especially in thinner gauges where speed and clean part production are priorities.

Aluminum is absolutely cuttable with fiber laser, and modern systems handle it far better than earlier generations of equipment, however, it behaves differently from steel. Aluminum reflects more energy and conducts heat very efficiently, which means process stability, beam quality, gas delivery, and machine dynamics become even more important.
Fiber laser can be highly productive (especially in thin and medium thickness ranges) for manufacturers producing:
A shop cutting 2–6 mm aluminum panels all day may achieve excellent throughput. Cutting very thick aluminum is possible, but efficiency drops significantly compared with more production-friendly ranges.
Copper and brass were once considered problematic for laser cutting because of their reflectivity. CO₂ lasers historically struggled with these materials because their wavelength is strongly reflected, causing poor energy absorption and creating a risk of damaging optical components through back reflection.
Advances in fiber laser technology, beam stability, and process control have made these materials far more practical to cut, particularly in applications where electrical conductivity matters.
Typical use cases include:
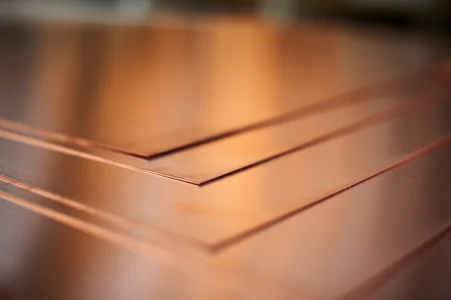
These materials still demand tighter control than mild steel, and process economics matter. But for many manufacturers, they are now entirely realistic production materials.
Titanium is another material that modern fiber lasers can cut, though it belongs in a more specialized category. Known for its exceptional strength-to-weight ratio, corrosion resistance, and heat resistance, titanium is widely used in aerospace, medical manufacturing, motorsport, and other high-performance industries.
Typical applications include:
Laser cutting titanium requires tighter process control than mild steel. The material reacts readily at elevated temperatures, so shielding gas choice and process stability become critical for maintaining edge quality and material integrity.
For manufacturers working with precision titanium components, fiber laser can be highly effective, particularly for thinner sections where accuracy and repeatability are priorities.
That said, titanium is not a mainstream fabrication material, and depending on specification requirements, some applications may still favor alternative cutting technologies.
Fiber lasers can interact with certain non-metal materials, but that does not mean they are the right tool for the job.
Wood, acrylic, composites, ceramics, and glass are generally not where fiber laser technology shines. In many cases, the wavelength is poorly suited to the material, leading to inefficient cutting, poor edge quality, or outright process limitations.
For manufacturers evaluating broader production capabilities, understanding why choose fiber laser cutting for sheet metal processing helps clarify where the technology creates the most value.
In practical industrial terms, fiber lasers are ideal for:
Their real strength is not being universally compatible with every material. It’s doing one thing exceptionally well: cutting metal quickly, accurately, and repeatedly in a production environment. For businesses exploring available metal cutting solutions, modern fiber laser cutting machines are designed specifically to maximize that performance across a wide range of industrial applications.






