
Le choix de la technologie de découpe des métaux la plus adaptée a une incidence directe sur la qualité de la découpe, la vitesse de production, les coûts d'exploitation et la rentabilité à long terme. Deux des méthodes les plus couramment utilisées aujourd'hui sont la découpe au plasma et la découpe au laser à fibre, chacune présentant des atouts et des limites bien distincts.
Pour certains fabricants, le plasma reste une solution pratique. Pour d’autres, la question n’est plus de comparer les technologies, mais de savoir quand passer d’une technologie de découpe plus ancienne à mesure que les exigences de production évoluent.
Ce guide explique le principe de la découpe au plasma, la compare à la découpe moderne au laser à fibre optique et vous aide à déterminer quelle technologie répond le mieux à vos besoins de production.
Qu'est-ce que la découpe au plasma ?
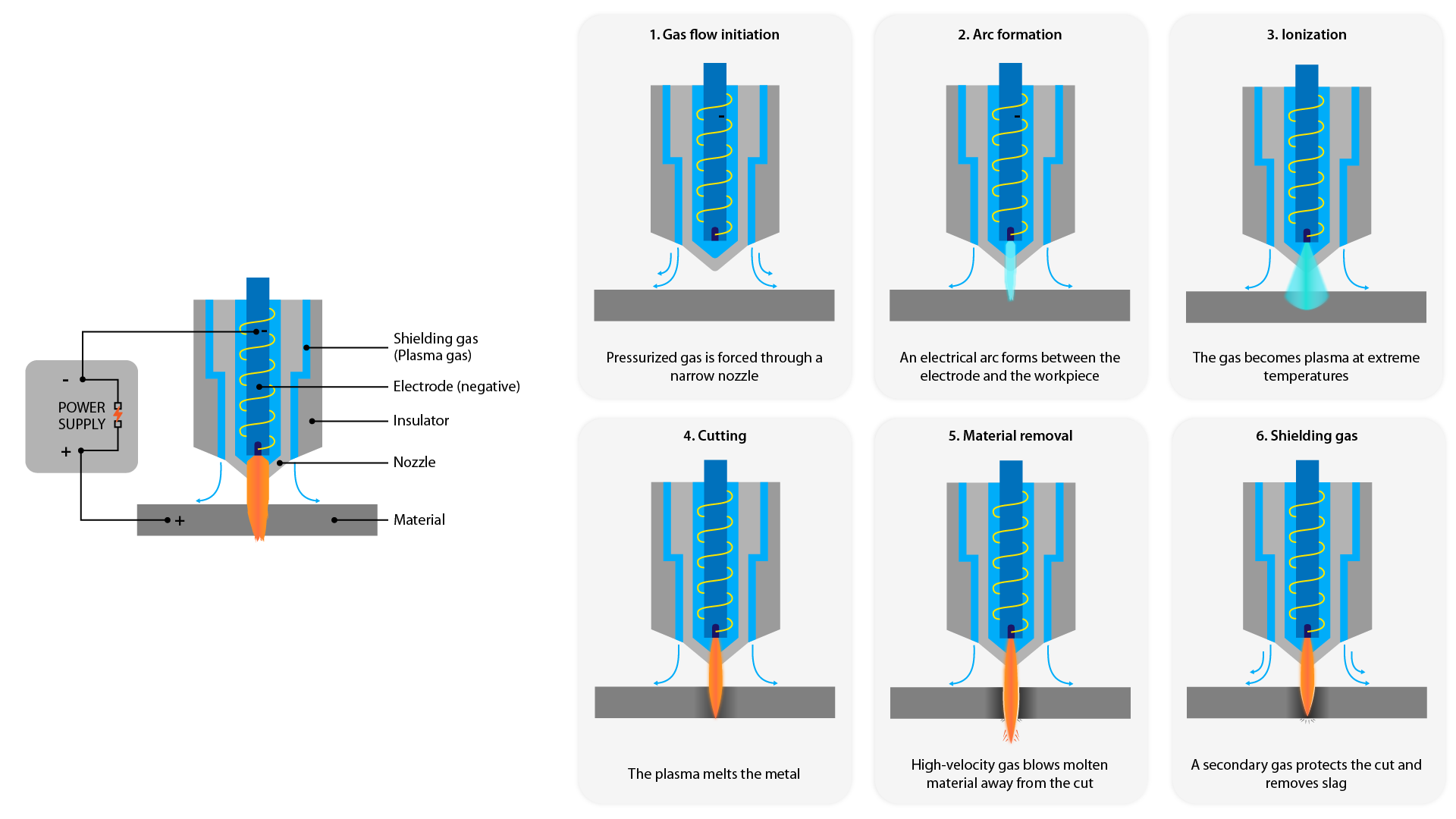
La découpe au plasma utilise un gaz ionisé électriquement (plasma) pour faire fondre le métal et enlever la matière à l'aide d'un jet de gaz à grande vitesse. Le plasma permet de découper n'importe quel métal conducteur d'électricité et est couramment utilisé pour l'acier épais dans les applications à forte sollicitation.
Le plasma est souvent décrit comme le quatrième état de la matière, distinct des solides, des liquides et des gaz. Lorsqu'un gaz est chauffé à des températures extrêmement élevées (jusqu'à 22 000 °C – 40 000 °F) ou soumis à un champ électrique, ses atomes s'ionisent. Il en résulte le plasma : un état de la matière hautement conducteur et à forte densité énergétique.
Le plasma est présent à l'état naturel dans la foudre et, de manière artificielle, dans des applications telles que les néons et les systèmes de découpe industriels. Sa capacité à conduire l'électricité et à générer une chaleur extrême en fait un moyen adapté à la découpe des métaux.

Dans la découpe plasma à commande numérique, un arc plasma contrôlé est utilisé pour découper le métal. Le procédé fonctionne comme suit :
La découpe au laser à fibre optique permet d'obtenir des arêtes exceptionnellement nettes, une zone affectée par la chaleur (HAZ) réduite et une grande répétabilité. Le faisceau focalisé du laser minimise le rétrécissement, le gauchissement et la formation de bavures, ce qui permet souvent d'éviter les opérations de post-traitement.
La découpe au plasma, en revanche, produit une tranchée plus large et une zone affectée thermiquement (HAZ) plus étendue. Il est fréquent d'observer un effilement des bords et la présence de scories (métal fondu qui s'est resolidifié), ce qui nécessite un meulage ou une finition secondaire.
Conclusion : le laser à fibre l'emporte en termes de précision et de qualité des arêtes.
Pour l’acier doux de 20 mm d’épaisseur, les lasers à fibre modernes de 20 à 30 kW atteignent généralement des vitesses de 3 à 6 m/min, grâce à une forte accélération (jusqu’à 6 G), à la conception légère de la machine et à un logiciel de découpe optimisé. Si vous souhaitez savoir comment la puissance de la machine influe sur les performances en fonction de l’épaisseur, consultez notre guide sur la découpe laser à fibre haute puissance aborde ce sujet plus en détail.
Les systèmes plasma haute définition coupant la même épaisseur fonctionnent généralement à une vitesse d'environ 1 m/min, avec une accélération plus faible et des systèmes de déplacement plus lents.
Conclusion : les lasers à fibre sont nettement plus rapides dans la plupart des situations de production réelles.
Les lasers à fibre permettent de découper une large gamme de métaux, notamment l'acier doux, l'acier inoxydable, l'aluminium, le cuivre, le laiton et le titane. Si la compatibilité des matériaux est un critère essentiel, notre article sur les matériaux pouvant être découpés par un laser à fibre examine plus en détail les applications spécifiques et les limites.
Ils donnent d'excellents résultats sur des épaisseurs fines à moyennes, et les systèmes à haute puissance fonctionnent efficacement jusqu'à environ 40 mm.
La découpe au plasma permet également de traiter tous les métaux conducteurs et donne d'excellents résultats sur les matériaux très épais (> 40–80 mm), mais présente des difficultés avec les tôles fines en raison de la déformation thermique.
Conclusion : le plasma pour les épaisseurs extrêmes ; le laser à fibre pour sa polyvalence et sa précision.
Les découpeuses laser à fibre nécessitent un investissement initial plus important, notamment pour les puissances élevées, mais offrent des fonctionnalités avancées en matière de sécurité, d'automatisation et de productivité.
Les systèmes à plasma représentent un investissement initial bien moins élevé, ce qui les rend particulièrement intéressants pour les structures disposant d'un budget limité.
Conclusion : le plasma est moins cher à l'achat ; le laser à fibre représente un investissement plus coûteux.
Les lasers à fibre offrent un excellent rendement énergétique, utilisent moins de consommables et ne nécessitent qu’un entretien minimal. L’automatisation permet en outre de réduire les coûts de main-d’œuvre.
Les découpeuses au plasma consomment 3 à 6 fois plus d'énergie, nécessitent le remplacement fréquent des électrodes et des buses, et génèrent davantage de fumées ainsi que des coûts d'entretien plus élevés.
Conclusion : le laser à fibre présente des coûts d'exploitation à long terme nettement inférieurs.
La découpe au plasma génère d'importantes quantités de fumée, de vapeurs et de sous-produits toxiques — en particulier lors de la découpe d'acier revêtu ou galvanisé —, ce qui nécessite des systèmes de ventilation puissants.
La découpe au laser à fibre génère moins de fumées, s'effectue dans des systèmes fermés et convertit la majeure partie de l'énergie d'entrée directement en puissance de découpe, ce qui la rend plus propre et plus économe en énergie.
| Aspect | Découpe au laser à fibre optique | Découpe au plasma |
| Qualité de coupe | Arêtes d'une grande netteté, trait de coupe étroit, conicité minimale, zone affectée thermiquement (ZAT) réduite, ne nécessitant souvent que peu ou pas de traitement ultérieur | Des arêtes plus rugueuses, une tranchée plus large, une zone affectée plus étendue, davantage de conicité et de scories : cela nécessite généralement un meulage ou une finition. |
| Vitesse de coupe | Nettement plus rapide dans la plupart des scénarios de production, en particulier pour les matériaux de faible à moyenne épaisseur ; les systèmes modernes à haute puissance sont très compétitifs, même sur des tôles plus épaisses | Plus lent dans l'ensemble, notamment par rapport aux réseaux en fibre optique modernes |
| Précision et répétabilité | Excellente répétabilité, idéale pour les géométries complexes et les composants de précision | Précision moindre, mieux adaptée aux tolérances moins strictes |
| Compatibilité avec les matériaux | Acier doux, acier inoxydable, acier galvanisé, aluminium, cuivre, laiton, titane et autres métaux conducteurs | Tous les métaux conducteurs d'électricité |
| Performances en matière d'épaisseur | Idéal pour les matériaux fins à moyens ; les systèmes à haute puissance traitent efficacement les tôles épaisses | Particulièrement performant pour les applications sur tôles très épaisses (40 à 80 mm et plus) |
| Investissement initial | Coût initial plus élevé, notamment en raison de l'automatisation et des fonctionnalités avancées | Coût d'acquisition réduit |
| Coûts d'exploitation | Consommation d'énergie réduite, moins de consommables, moins d'entretien, coût unitaire réduit | Une consommation d'énergie plus élevée, davantage de consommables, davantage d'entretien, des coûts d'exploitation plus élevés |
| Consommables | Usure minimale des consommables | Remplacement fréquent des électrodes, des buses et des capuchons de protection |
| Post-traitement | Minimal dans de nombreuses applications | Souvent nécessaire en raison de la présence de scories et pour garantir la qualité des bords |
| Potentiel d'automatisation | Excellent ; s'intègre facilement aux processus de stockage, de chargement/déchargement et aux flux de production intelligents | Plus limité, en fonction du niveau de sophistication du système |
| Environnement de travail | Idéal dans les environnements de production contrôlés | Mieux adapté aux environnements difficiles, industriels ou en extérieur |
| Impact environnemental | Réduction des émissions, diminution du gaspillage d'énergie, fonctionnement plus propre | Plus de fumées, plus de pertes thermiques, des exigences d'extraction plus élevées |
| Le plus adapté | Fabrication en grande série, fabrication de précision, production flexible | Construction métallique lourde, acier de construction, tôles épaisses, travaux sur site exigeants |
La découpe au plasma reste utile pour les épaisseurs extrêmes et les conditions difficiles, mais la découpe moderne au laser à fibre optique a désormais pris le dessus sur la découpe au plasma en termes de vitesse, de qualité, d'efficacité et de coût à long terme dans la plupart des environnements de fabrication.
Pour les entreprises qui misent sur la productivité, la flexibilité et la rentabilité, la question stratégique ne porte pas tant sur la viabilité de la technologie laser que sur le choix de la bonne machines de découpe laser à fibre adaptées à leur modèle de production.







